




【案例】带钢五连轧轴承滚道局部剥落
2021-09-08王嘉华
一、问题概述
客户反映问题的四列圆锥滚子轴承型号为EE135111DW/135155,用于1450带钢生产线,位于第五架中间辊下辊操作侧,轴承箱号为437#。该轴承采用油气润滑,上机使用4次,累计轧程2489km,问题现象是一列滚道、滚子局部剥落,因使用时间不长,故属于早期剥落。
二、现场情况
问题轴承按照顺序编号复位如图一所示,局部剥落所在列用红色箭头标出,剥落位于负荷区,见图二所示,滚子局部剥落情况见图三,除上述情况以外,其它各列滚道及滚子未见异常。

图一 损坏的轴承

图二 滚道负荷区局部剥落情况
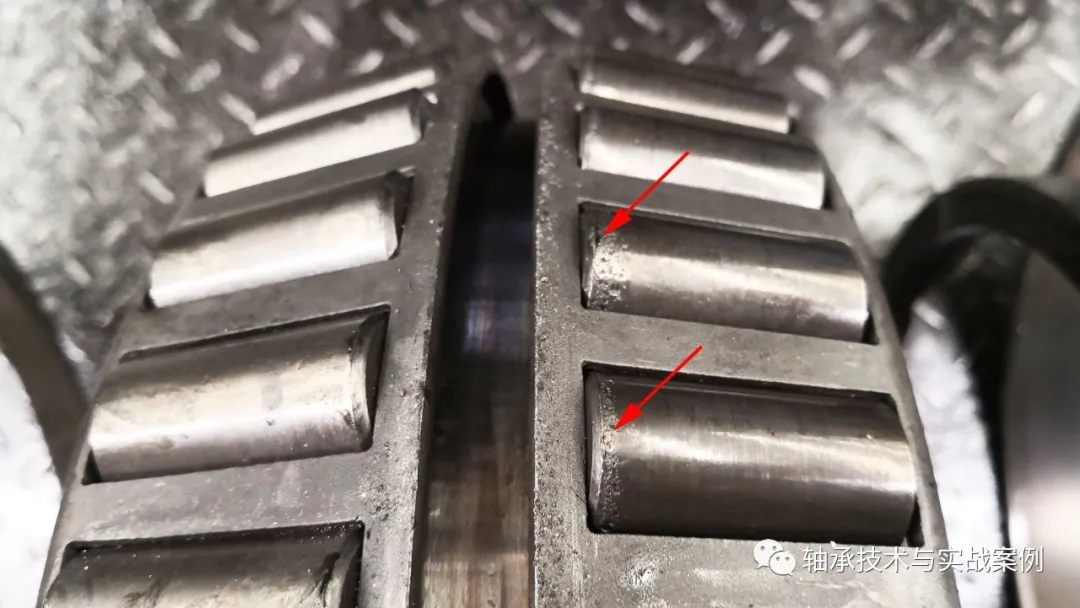
图三 滚子局部剥落情况
三、分析与判断
滚道早期剥落是轧机轴承Z常遇到的问题之一,也是比较棘手的问题,因为造成滚道早期剥落的原因多、涉及面广,可能存在使用问题,也可能存在质量问题。在现场能做的是尽可能多收集影响因素,明确哪些因素与滚道早期剥落直接相关。
1、通过仔细检查对比可以看到该轴承滚道变色和磨损Z严重的列是剥落的这一列,判断这一列是轴承受力Z大列,这不是四列圆锥滚子轴承正常的受力状态,可能存在轴向游隙值过大,各列径向游隙值相互差大,装配预留间隙过大等问题。
2、基于上述判断,首先对轴承箱装配进行检查。由于437#轴承箱已经重新装配完毕,故需要进行拆箱检查,见图四。

图四 重新拆箱检查
(1)沉孔深度测量。用深度游标卡尺测量轴承端面到轴承箱调整垫端面的尺寸。测量值为:47.5mm,见图五。

图五 沉孔深度测量
(2)止口高度测量。用深度游标卡尺测量轴承端盖止口高度尺寸,测量值为:45.2mm,见图六。

图六 止口高度测量
注:由于一个手拿尺子,另一个手拿手机照相,图片操作仅示意。
3、经过简单计算,轴承端面与轴承箱端盖止口之间存在2.3mm间隙量。经过查询轴承原始记录,轴承的游隙配置符合工艺要求。
四列圆锥滚子轴承装入轴承箱后可以被压紧,依靠轴承自身轴向游隙进行轴向调整。部分用户习惯预留一部分间隙量,但不可过大。该轴承装入轴承箱后,轴向窜动量过大,使滚道局部受力过大,造成滚道、滚子早期疲劳剥落。
四、结束语
四列圆锥滚子轴承装配时,应当严格按照装配工艺要求进行测量,根据测量结果,确定调整垫的厚度尺寸,确保轴承的正确安装使用。
(来源:轴承技术与实战案例)







