




滚动轴承钢球硬磨加工用陶瓷砂轮如何选择?
2024-03-12作者:国机精工白鸽磨料磨具有限公司 董德胜
钢球硬磨加工的目的是去除前道工序的表面缺陷和在热处理时产生的脱碳、氧化层及表层屈氏体组织,进一步提高尺寸精度、球形精度和表面质量,为后续的研磨工序作准备。硬磨是以铸铁盘为固定盘,砂轮为磨具对钢球表面进行加工的磨削方法,如图1所示。
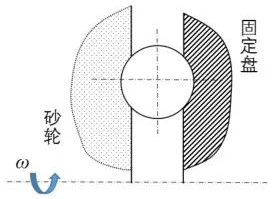
图1 钢球硬磨示意图
硬磨过程中,钢球通过固定盘工作面上环形沟槽作为引导,将钢球压在砂轮工作面,在压力的作用下实现对钢球的磨削加工。经过钢球对砂轮工作面的持续滚压,在其工作面上会逐渐形成沟槽。钢球在磨削过程中,由于砂轮沟槽外边缘处线速度大于砂轮沟槽内边缘处线速度,在砂轮运转过程中,砂轮与钢球的接触位置必然产生滑动摩擦;随着沟槽深度的增加,滑动摩擦作用也随之增强;在砂轮沟槽内底边处的滑动摩擦较小,但滚压作用;在这种复杂的摩擦作用下,砂轮沟槽表面上的磨粒对钢球起到磨削作用。钢球在磨削过程中的运动状态也是复杂的,包括钢球绕砂轮轴心的公转和钢球绕自身球心的自转。自转能够不断改变方向,使钢球表面上的任意一点都有机会受到磨削作用;公转配合机床循环磨削方式,实现钢球的硬磨加工。

砂轮作为钢球硬磨工序的重要工具,结合硬磨特点,为了更好的保证钢球的精度和表面质量,对于钢球硬磨加工陶瓷砂轮应遵循以下选择原则:
1、砂轮规格尺寸
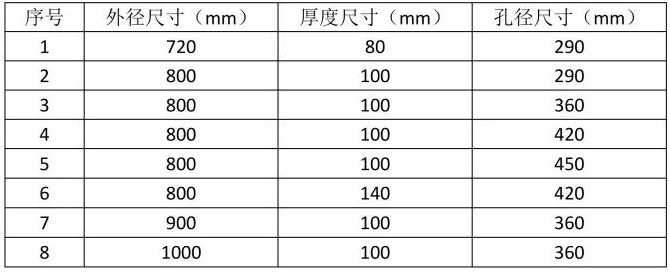
砂轮的主要规格尺寸包括:外径尺寸、孔径尺寸和厚度尺寸,可依据机床的技术性能进行合理选择。钢球硬磨用陶瓷砂轮常见的尺寸规格见表1。
表1 钢球硬磨用陶瓷砂轮常见尺寸规格
2、磨料种类
磨料是磨具的重要组成部分,主要起磨削作用。在磨具设计时磨料种类的选择主要取决于磨削对象的材质。轴承钢球以轴承钢居多,可优先选择刚玉系磨料。棕刚玉具有较强的抗破碎能力且韧性较高,在钢球硬磨陶瓷砂轮生产中常用。在磨削过程中,当磨粒钝化后,由于刚玉系磨料韧性相对较高,磨粒不能在磨削作用下自行破碎露出新刃,进而影响磨削效率,因此结合钢球热处理工艺和磨削特性,可选择适当引入碳化硅磨料,即钢球硬磨加工用陶瓷砂轮采用刚玉和碳化硅的混合磨料。
3、磨料粒度
在磨料粒度选择时,主要依据磨加工表面粗糙度要求和磨削效率。首先要保证磨削后工件表面粗糙度符合要求,如果选择粒度太粗,磨削时粗颗粒磨料切削量较大,产生的热量较多,但受热面积较小,钢球表面易出现小的点状烧伤;如果选择粒度太细,一方面影响磨削效率,另一方面由于粒度细切削力较小,钢球与沟槽弧面多以摩擦形式存在,而产生大量的摩擦热,钢球表面易出现烧伤。在满足加工表面粗糙度要求的基础上,尽量选用粗粒度磨料,以提高磨具的磨削效率。对于钢球硬磨加工用陶瓷砂轮的粒度选择可参考表2。
表2 不同钢球硬磨用陶瓷砂轮粒度

4、砂轮硬度
硬度作为衡量砂轮质量的重要指标之一,对于钢球硬磨用陶瓷砂轮而言,如果硬度过软,在磨削过程中磨料会过早脱落,露出新的磨粒,这些新磨粒具有更锋锐的磨刃,磨削能力较强,产生的热量较大,当冷却不及时时就会使钢球表面产生点状烧伤;同时,由于砂轮硬度过软,在磨削过程中会降低沟槽表面对钢球的约束,易造成钢球直径变动量过大。如果硬度过高,自锐性较差,随着沟槽弧面对钢球直径不断的进行磨削,钢球直径变小出现沟槽弧面与钢球表面吻合性差,降低沟槽对钢球的约束力,易引起钢球连接在一起滚动,严重时在钢球表面出现线状烧伤。

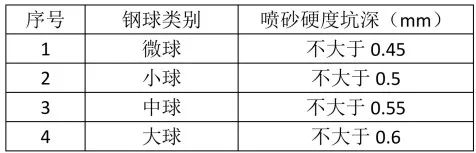
钢球硬磨用陶瓷砂轮硬度等级为Y级,且在GB/T 23541—2017《固结磨具 磨钢球砂轮》中规定,磨钢球陶瓷砂?28cm3砂室喷砂硬度坑深不大?0.6mm。砂轮硬度按照GB/T 2490—2018《固结磨具 硬度检验》规定进行,每点做3次喷砂硬度检测,以第3次检测值为硬度值。对于钢球硬磨加工用陶瓷砂轮的硬度选择可参考表3。
表3 不同钢球硬磨用陶瓷砂轮硬度
综上,砂轮的各种特性与磨削质量有着重要关系,需谨慎选择。此外,近年来随着客户对生产效率、个性化要求等的提高,白鸽磨料磨具有限公司也对于钢球硬磨用陶瓷砂轮进行技术研发,并开发出一些钢球硬磨用陶瓷砂轮新品,如:高效率钢球硬磨用陶瓷砂轮、钨钢球硬磨专用砂轮等。但根据不同磨削对象,还需匹配合适的磨削工艺,如磨削压力、沟槽深度、进球速度、磨削转速、固定盘、修整工艺等,才能生产出符合质量要求的钢球产品。
来源:轴承杂志社
(版权归原作者或机构所有)







