




冷连轧工作辊表面剥落原因分析
2024-07-26廖耀俊,赵贤平
冷轧轧辊是冷连轧机组重要大型零部件,其制造工艺相对复杂且工作环境恶劣,承受摩擦、热应力、冲击等应力作用,在使用过程中可能会产生断裂、剥落、磨损等,进而失效,增加耗材成本并影响生产,造成经济损失。某公司不锈钢生产线在正常轧制生产过程中冷连轧工作辊突然表面剥落,造成故障停机,严重影响了正常生产。本文以该冷连轧工作辊剥落样品为分析对象,通过宏观断口、光谱成分测定、硬度、金相组织、扫描电镜等理化检测手段,结合日常使用状况,分析探讨轧辊表面剥落原因。
1、理化检验结果
剥落块断口观察
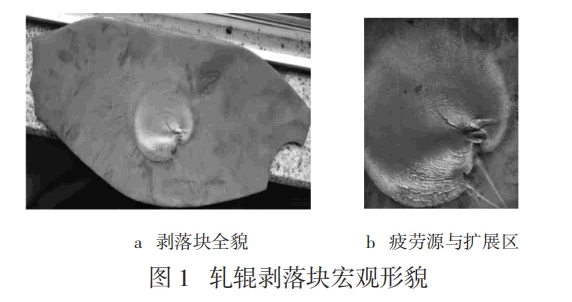
对轧辊剥落块进行宏观形貌分析(见图1)。剥落块上存在典型的疲劳断口特征,中心圆圈区域能观察到明显的贝纹线,是疲劳扩展区的重要特征;贝纹线圆心处为疲劳源,是疲劳裂纹的萌生区,可以看出疲劳源位于轧辊内部而非表面;外圈区域所占面积最大,宏观形貌呈放射线状,是瞬时断裂区。结构材料与机械零件失效案例中,疲劳破坏有别于静载破坏,大多是在无预警且不可预期的情况下发生,失效前外观没有明显的征兆,损伤严重。
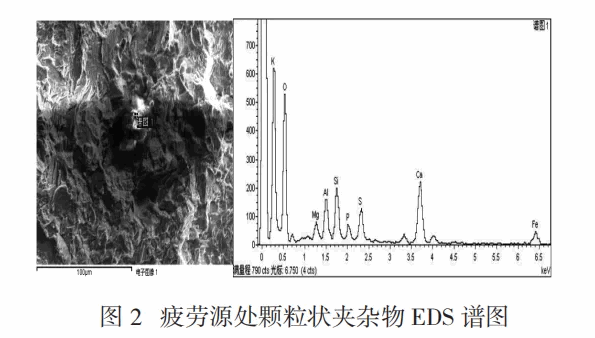
使用扫描电镜观察疲劳源区域发现,存在直径约50μm颗粒状夹杂物,EDS结果显示其含有Ca、K、O、Mg、Al、Si等元素(见图2),为大颗粒氧化物混合型夹杂物。
化学成分在剥落块上切取试样进行光谱成分分析,该轧辊材质为8Cr3NiMoV。检测结果见表1,除Cr元素略低于下限,其它成分均在标准GB/T1299-2014范围内。使用洛氏硬度计测试剥落块硬度,硬度(HRC)值达到64.5,且试样上各位置较均匀,符合标准要求。

金相观察
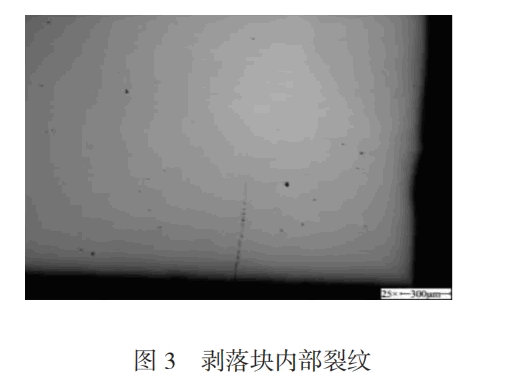
使用线切割机在疲劳源处截取金相试样,经测量,疲劳源距轧辊表面约8mm;制样抛光后,利用ZEISSImager.A1m金相显微镜、ZEISSEVO18扫描电子显微镜等仪器进行观察分析。发现剥落块中存在多条呈根须状裂纹(见图3),裂纹起源于内部疲劳源位置,向轧辊表面扩展。
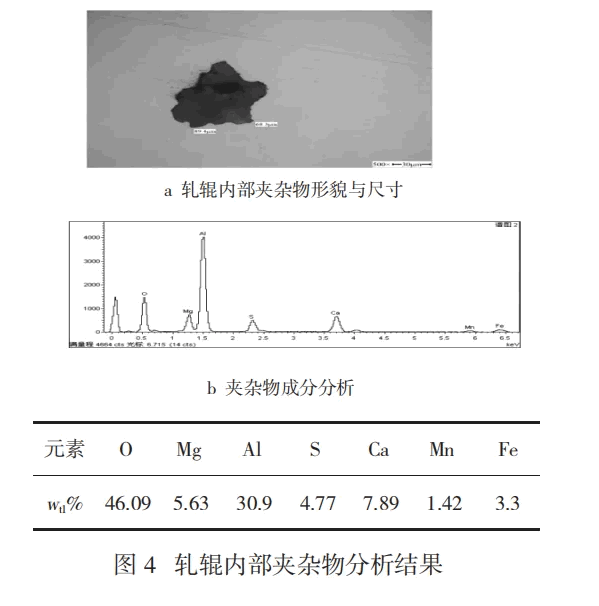
全面观察试样发现,剥落块中存在较多的块状夹杂物(见图4a),尺寸达90μm,夹杂物严重超标。使用扫描电子显微镜能谱分析(见图4b),块状大颗粒夹杂物主要为O、Al,少量Mg、S、Ca、Mn、Fe,可以推断是以Al2O3为主要成分的混合型夹杂物。可能是生产轧辊时熔炼工艺控制不严所致。
2、分析与讨论
裂纹产生过程
从宏观形貌分析可以推断,轧辊剥落失效起源于内部疲劳源,随后在工作中不断承受循环的应力作用下,裂纹逐渐扩展形成贝纹线;疲劳裂纹扩展到一定程度造成强度不足,无法承受轧制过程中的外力作用,最终形成终断区,轧辊表面剥落。轧辊在工作过程中,由于轧机的负荷以及轧辊在接触点上的局部挤压,造成的最大组合剪切应力位于轧辊表面之下的某个较小区域中。轧辊在制造和使用前的准备工序会产生残余应力,同时虽然冷轧加工温度低,但是轧辊和带钢在摩擦力作用下温度也会升高产生热应力。若轧制过程中发生断带、甩尾、 重叠、打滑等,将使轧辊表面受到局部过载热及冲击应力。由于非金属夹杂物以机械混合物的形式存在于钢中,而其性能又与钢有很大差异,破坏了钢基体的均匀性、连续性,并在该处造成应力集中,而成为疲劳源。另外,在升温过程中,非金属夹杂物和基体的线膨胀系数不同,在夹杂物附近的基体中产生一个附加的应力场。在这种复杂的应力条件下,如果表面层存在非金属夹杂物,特别是脆性夹杂物,则在球形夹杂物最大应力的两个极端处首先与基体剥离,形成初生的显微裂纹;裂纹在迅速扩展之前,钢基体与夹杂物的交界处逐渐与基体分离,连成裂纹通道。随着应力循环次数的增加,显微裂纹沿着球的外壳撕裂基体逐渐向外扩展,当裂纹整体尺寸超过轧辊能承受的临界尺寸时,疲劳裂纹进入失稳扩展阶段,轧辊表面最终因发生瞬时断裂而剥落。轧辊表面剥落经历了由夹杂物导致的裂纹萌生→裂纹扩展→ 剥落几个过程。
夹杂物对疲劳性能的影响
夹杂物对工件疲劳寿命的影响与夹杂物的性质、大小、数量、分布有关。一般来说,硬而脆与基体联结性较差且不变形的块状或球状夹杂物,如TiN、Al2O3等比具有延展性、细长类夹杂物危害更大。当夹杂物数量较多、聚集分布时或处于零件表层、高应力区时,对疲劳寿命影响最严重。同时夹杂物对疲劳性能的影响另外也取决于基体的组织和性质,实验指出,软钢的疲劳强度和夹杂物的关系较小,随着钢的强度提高,夹杂物的有害影响就越来越严重。在具有高硬度和高强度的金属材料中,夹杂物对疲劳强度的影响成为比较突出的问题。
根据相关研究资料表明,疲劳寿命对夹杂物的尺寸非常敏感,减少夹杂物的尺寸,可以显著地提高疲劳寿命。对于高硬度、高强度工件,表面夹杂物的临界尺寸为8~10μm,并且随着硬度的增加而减小、随着所处深度增加而增加。夹杂物小于临界尺寸,可避免夹杂物引起的疲劳断裂,疲劳性能会更好;当夹杂物大于临界尺寸时,随着夹杂物尺寸的增加,钢的疲劳强度与疲劳寿命急剧降低。据文献指出,对于高强度钢,如果夹杂物尺寸减小1/3,疲劳寿命将延长10倍,如果夹杂物尺寸减少大约一半,疲劳寿命将延长100倍。同时,如果夹杂物尺寸减少一半,疲劳强度可提高1.12~1.15倍。
综上所述,该轧辊是在使用过程中复杂应力作用下,在大尺寸夹杂物处产生疲劳裂纹源,随着交变应力的不断变化,疲劳裂纹扩展并产生次生裂纹,在断口表面形成疲劳条带和放射状条带。当裂纹整体尺寸超过临界尺寸时,疲劳裂纹进入失稳扩展阶段,轧辊最终因发生瞬时断裂而剥落失效。
3、结论
(1)该冷连轧工作辊表面剥落是由近表面大尺寸Al2O3类脆硬夹杂物引起的疲劳断裂。
(2)加强对轧辊的检测,超声波检测可探测内部的缺陷,磁粉和涡流可检验表面缺陷;根据情况采用不同方法或相结合,确保轧辊质量。
(3)制定科学合理的轧辊使用与维保制度,确保使用过程中的冷却与润滑,防止过热。
来源:《柳钢科技》
(版权归原作者或机构所有)







